
Opportunities, Possibilities, and How FASTEC Provides Support
In diesem Artikel geht es um:
- Was ist Qualitätssicherung?
- Was sind die Chancen der Digitalisierung der Qualitätssicherung für Unternehmen?
- Was sind die Herausforderungen und Risiken der Digitalisierung der Qualitätssicherung?
- Worauf muss ich bei der Digitalisierung der Qualitätssicherung achten?
- Wie unterstützt FASTEC bei der Digitalisierung der Qualitätssicherung?
- Zusammenfassung & Fazit
For the future, Bauck plans to further expand digitalization with additional functions from the FASTEC portfolio.
What Is Quality Assurance?
In manufacturing, quality is no accident. It is the result of control, clarity, and consistency. For companies, this means that every step, every measurement, and every data set counts. This is where the Manufacturing Execution System (MES) comes into play. It is the digital backbone of production and, at the same time, a crucial tool for quality assurance in industrial manufacturing.
What the Digitalization of Quality Assurance with an MES Means
Die Digitalisierung in der Qualitätssicherung beschreibt den Einsatz digitaler Technologien zur Erfassung, Analyse und Optimierung von Qualitätsprozessen.
Typische Technologien:
- Sensorik und IIoT zur Überwachung von Produktionsparametern
- MES-Systeme (Manufacturing Execution Systems) für durchgängige Datenintegration
- Künstliche Intelligenz (KI) zur Fehlererkennung und Prozessoptimierung
Der große Unterschied zu klassischen Methoden: Prozesse werden transparent, automatisiert und in Echtzeit auswertbar.
Daten direkt aus der Fertigung
Qualitätssicherung im Bereich MES heißt: Produktionsprozesse in Echtzeit überwachen. Das System sammelt Daten direkt aus der Fertigung – von Maschinen, Sensoren und Prüfstationen. Diese Daten werden sofort ausgewertet. Abweichungen werden erkannt, bevor sie teure Folgen haben. So sorgt das MES dafür, dass fehlerhafte Chargen gar nicht erst entstehen.
Ein gutes MES ist also kein reines Datensystem. Es entlastet Mitarbeitende, die sich dann auf andere Tätigkeiten fokussieren können. Das MES überwacht die Qualität, agiert als Frühwarnsystem und ist das Gedächtnis der Fertigung zugleich. Es dokumentiert lückenlos, wer wann was produziert hat. Damit wird Qualität nicht nur gesichert, sondern auch nachweisbar – ein entscheidender Vorteil bei Audits und für die Rückverfolgbarkeit.
Wie das Fraunhofer-IFAM feststellt:
Digitalization in quality assurance describes the use of digital technologies to record, analyze, and optimize quality processes.
Typical Technologies:
- Sensors and IIoT for monitoring production parameters
- MES systems (Manufacturing Execution Systems) for end-to-end data integration
- Artificial intelligence (AI) for error detection and process optimization
The big difference to traditional methods: processes become transparent, automated, and can be evaluated in real time.
Data Directly from Production
Quality assurance in the MES area means monitoring production processes in real time. The system collects data directly from production – from machines, sensors, and test stations. This data is evaluated immediately. Deviations are detected before they have expensive consequences. In this way, the MES ensures that defective batches do not arise in the first place.
A good MES is therefore not purely a data system. It relieves employees, who can then focus on other tasks. The MES monitors quality, acts as an early warning system, and is also the memory of production. It documents seamlessly who produced what and when. This not only ensures quality, but also makes it verifiable—a decisive advantage for audits and traceability.
As the Fraunhofer IFAM states:
In the course of digital transformation, the storage and use of data and its targeted evaluation are becoming increasingly important for the alignment and efficiency of new and existing processes.
Fraunhofer-IFAM

This statement illustrates why data is not just a by-product but a central component of quality assurance, especially in the context of digitalization. It is not enough to simply collect production data—what matters is its targeted evaluation. This is the only way to identify deviations early on, optimize processes, and ensure quality in the long term. Companies that adopt this perspective not only gain transparency but also a strong foundation for competitiveness and sustainability.
The Advantages at a Glance
- Real-time control: Errors are detected before they spread.
- Complete traceability: Every part, every batch, every step is documented.
- Automated inspection processes: Quality assurance without downtime.
- Data-based optimization: Deviations are turned into improvements. Data analyses help to eliminate the causes of errors in the long term.
- Greater transparency and traceability: All quality data is recorded centrally and can be accessed at any time.
- Increased efficiency: Automated inspections save time, reduce costs, and are more accurate.
- Improved documentation and compliance: Audit-proof data is essential for audits and compliance with standards.
Why Use Software for Quality Assurance?
In times of global competition and just-in-time production, quality assurance is more than just a requirement. It is crucial for standing out in a competitive market environment, building customer trust, and reducing the costs of rejects. An MES creates the basis for this: it connects people, machines, and management in a transparent system.
Those who understand quality can control it. Those who measure it improve it. Those who can prove it gain trust. A modern MES makes quality visible, measurable, and controllable.
What are the Opportunities for Companies in the Digitalization of Quality Assurance?
Measurable Excellence with MES
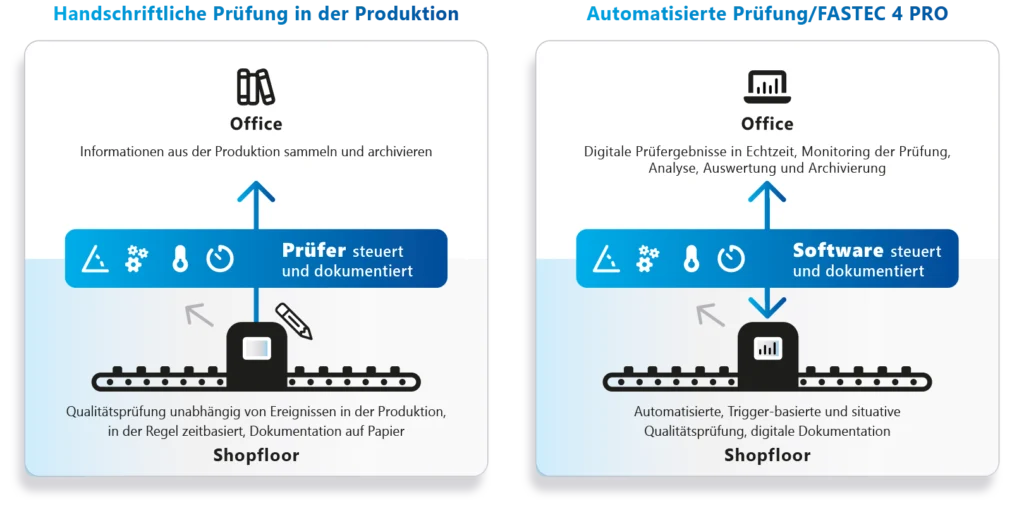
The digitization of quality assurance with a manufacturing execution system (MES) is fundamentally changing the industry. Where lists were previously kept and test reports recorded manually, MES now ensures real-time transparency. It connects people, machines, and processes. This means that quality is not only monitored, but also controlled.
Competitive Advantages through Networked Quality
An MES makes quality visible. It automatically records measured values, production data, and test reports – during production. This enables the company to respond more quickly to deviations. The result: higher product quality and fewer complaints. This creates a clear competitive advantage through precision, reliability, and trust.
Sustainability through Less Waste
Those who measure can avoid. The MES recognizes patterns in errors, reports tolerance deviations, and prevents scrap before it occurs. Rework and material losses are reduced, and resources are conserved. Digitalization thus becomes a tool for sustainable production.
Customer Loyalty through Transparency
By digitalizing quality assurance with an MES, every step in production is documented seamlessly and verifiably. Customers receive traceable quality data instead of vague promises. This digital transparency creates trust. It shows that this company has its processes under control. Trust means long-term customer loyalty.
Continuous Improvement through Data Intelligence
The MES provides data. This data forms the basis for continuous improvement (CIP) and lean management. Sources of error are identified, processes are optimized, and quality is increased. Every analysis reveals potential, and every optimization strengthens competitiveness.
What Are the Challenges and Risks of Digitalizing Quality Assurance?
The digitalization of quality assurance in production opens up many possibilities and opportunities, but also presents challenges. It brings speed, transparency, and new tasks. However, if these are taken into account, nothing stands in the way of successful implementation.
Investment and Implementation Costs
Digital quality assurance requires modern systems. This costs money and time. An MES or digital QA system is an investment. Later, companies save money through less waste, faster processes, and less downtime. Those who plan wisely here lay the foundation for sustainable efficiency.
Complexity of Integration
An MES must communicate with ERP systems, machines, and testing equipment. This integration is challenging, but it is also worthwhile. Only when all systems communicate with each other does the true added value emerge: consistent data flows, transparent processes, and reliable decisions.
Dependence on IT Systems
More digitalization means more dependence on IT. But with stable networks, redundant systems, and clear security concepts, this becomes not a risk but a trust advantage. Companies that take data security seriously not only protect their information, they also strengthen their image.
Training Requirements
The introduction of digital tools requires understanding. Employees need training to use them confidently. This takes time, but it builds competence. Investing in training not only increases know-how, but also motivation. It is crucial that employees understand why and for what purpose they are using a tool.
Change Management
Digitalization is not purely a technical project, but also a cultural change within the company. People need to be convinced, not steamrolled. With clear communication, visibility of successes, and employee involvement, skepticism turns into participation.

What Do I Need to Consider When Digitalizing Quality Assurance?
The digitalization of quality assurance requires intensive examination of the topic and the necessary steps. An MES provides technical support and simplifies many processes. At the same time, it requires successful integration into production.
Clear Strategy and Goals
Successful digitalization begins with good planning. Companies need a clear roadmap: What should be digitalized? Why? And what are the benefits? Only those who define goals can measure success. A well-founded strategy prevents expensive detours and ensures that digitization does not become an end in itself, but rather a competitive advantage. At the same time, it creates acceptance both at the management level and among production employees.
Gradual Introduction
Small, controlled steps bring security for processes, systems, and people. This allows potential improvements to be identified early on and successes to be quickly made visible. Gradual digitization increases acceptance and reduces risks.
System Integration as the Key
Digital quality assurance only works if all systems communicate with each other. MES, ERP, and machine controls must exchange data seamlessly. Clean system integration is the basis for reliable information and efficient processes.
Data Protection and IT Security
With digitalization comes greater responsibility. Production and quality data are sensitive. They must be protected against failure, misuse, and external access. Secure networks, clear authorization concepts, and regular audits create trust.
Involve Employees
It’s no longer a secret: technology is only as good as the people who use it. That’s why it’s important to inform, involve, and train employees early on. Training and open communication create acceptance. Involving employees makes them co-creators of the project.
How Does FASTEC Support the Digitalization of Quality Assurance?
As a specialist in production and quality data, FASTEC offers FASTEC 4 PRO, a modular MES solution that provides companies with targeted support for digitalization. Companies can put together their own solution for digitalizing their shop floor from a range of different functions. With quality assurance (QA), they can ensure compliance with their standards: sources of error are quickly identified, inspection processes are made more reliable, and complaints are reduced.
FASTEC Provides Specific Support in the Following Areas:
- Digitization in quality assurance: Companies document and monitor inspections in the software and digitalize all forms, inspection sheets, and checklists.
- Automatic inspection orders, e.g., based on quantity or machine running time: If an inspection is not carried out, an alarm is triggered – and, if desired, production can even be stopped.
- Escalation management: Failed inspections are automatically marked for follow-up, measures are logged, and everything is documented without gaps.
- Digital instructions and context-related checklists: Employees are guided step by step through the process.
- Integration of test equipment: Companies automatically record measured values and forward them to other systems.
- Standardized, audit-compliant processes: through time stamps, dual control principle, and clean documentation in the software.
- Evaluations: Trends become visible at an early stage before tolerances are violated.
- Real-time data: Those responsible can see at a glance where tests are due. Dashboards allow you to maintain an overview at all times and prioritize more effectively.
- Integration into existing systems: FASTEC 4 PRO takes test batches directly from the ERP system and integrates third-party systems seamlessly. Real-time recording of quality data directly from production.

Here’s What Fastec Customers Say About Digitizing Their Quality Assurance:
The identification of reject reasons is particularly important for quality. With the defect collection cards, we record defects in digital form. We need our quality statistics to know which production order and which material are associated with problems.
Stefan Wespel, Plant Process Manager Diehl Controls, Wangen
Multiple verification and safeguarding through different systems are also of great importance for our business continuity management. This ensures that the relevant information is always available directly in the systems, for example if our network fails. In such a case, production does not have to be stopped.
Gerhard Weinert, Business Process Management Manufacturing, Unilever, Werk Heilbronn
In implementing these admittedly very complex requirements of our production process, FASTEC supported us optimally with its experience and expertise.
Jörg Maxara, Engineering / Project Management, apetito AG
Summary & Conclusion
Digitalization in quality assurance is fundamentally transforming production. With a manufacturing execution system (MES), quality becomes measurable, controllable, and traceable. Real-time data replaces intuition, transparency replaces uncertainty, and companies gain control over every step of the value chain.
Companies that Digitalize Strengthen their Competitiveness
Higher product quality builds trust, lower reject reduces costs and strengthens sustainability. At the same time, data forms the basis for continuous improvement (CIP) and lean management – quality becomes an ongoing learning process.
However, this transformation requires foresight: clear objectives, a step-by-step implementation, and the integration of MES, ERP, and machine data are essential. Equally important are data protection and IT security to maintain trust, as well as the involvement of employees to ensure acceptance. Challenges such as investment costs or training requirements ultimately contribute to securing long-term competitiveness.
Companies that use digitalization in quality assurance wisely not only create better products, but also establish a new level of production quality.





